誰でも分かる技術
誰でも分かる鋳物基礎講座
統計的な考え方からわかること(第3回)
公益社団法人日本鋳造工学会
佐藤 万企夫
佐藤 万企夫
4 層別について
| 品質不良や工程内のトラブルの原因究明に層別の考え方は大変重要である。品質管理では「データで話をする」というが、そのデータに意味を持たせるために用いる方法で、データをその生まれの履歴毎に分けることにより。見えなかったことが見えてくる。「分けることはわかること」というよう、鋳物の不良を鋳造日毎、直別毎、時間毎、鋳造機械毎、型毎、原材料別、作業者毎等に分けてデータ化することで、問題の所在が見えてくる。すなわち、層別とは、特性(品質などのデータ)に影響を及ぼす数多くの因子を、どの因子が影響しているのかわかるようにするため、因子毎に分けて整理することである。 データを層別して比較すると、層別したデータの特徴と層別間の比較結果が見え、こうすることで特性に対する適当な対処法が発見できることになる。 層別にあたっては、そのデータの生まれから、何が差の要因になりうるか推定し、推定した因子毎、結果のデータを分けてグラフやヒストグラム、あるいは散布図を描くとよい。一般的に表1に示したような4Mをベースにした切り口に注目して層別すると良い。 |
表1 層別する際の切り口の例
|
|||||||||||||||||||||
| 図61)に層別した例を示す。 |
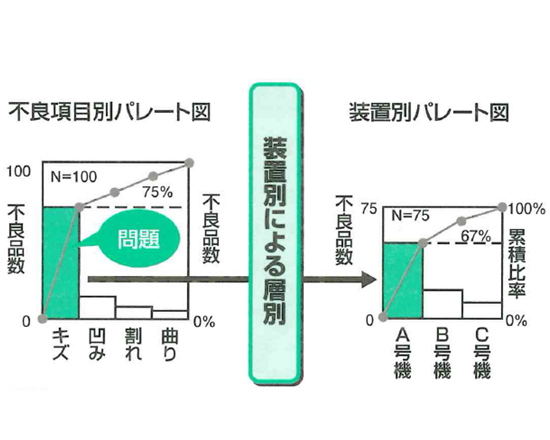 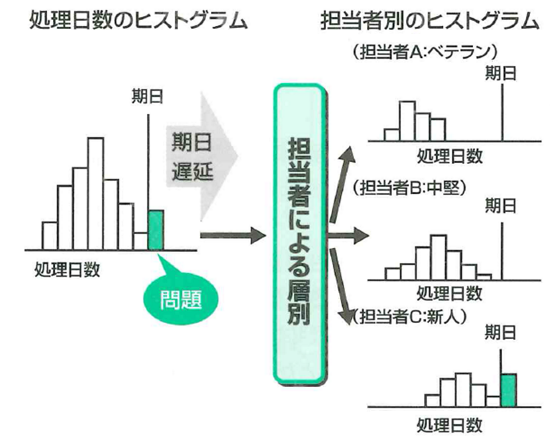 図6 層別の例 |
5 誤差について2)
われわれは現場で要因系、結果系ともにいろいろなデータを取得しているが、次のようなケースを考えた場合、これは正しいであろうか。
|
| 誤差を検討するには①→②→③の順に検討するとよい。これらの誤差の関係を図72)に示す。 また鋳造工程では、要因系の指標がすべて規格内に管理されていても、不良が出るとか、一部の指標が規格外でも結果オーライということが頻繁にある。このような現象が起きるのは、製造工程内で管理する項目に交互作用が存在する、製造条件は経験からくるものが多く、絶対的(普遍的)なものではない。工程内に数多くの要因系がある中で、全ての要因系の情報を必ずしも取っていない、また取ったデータには各種誤差が存在していることである。これらのことに十分留意することが大切である。 |
 図7 誤差の種類 |
| 【参考文献】 1)今里健一郎「品質管理の基本がわかる本」、秀和システム 2)石川馨「品質管理入門」、日科技連出版社 |