誰でも分かる技術
誰でも分かる鋳物基礎講座
鋳鉄の熱処理
1 鉄系鋳物の熱処理概論
熱処理とは熱(加熱冷却)を利用して組織の調整や特性の改善をすることである。金属は多くの場合、合金として使用され、その多くは素材での利用だけでなく、熱処理により、その特性を最大限に活用することが広く行なわれる。鉄(Fe)の場合には、純鉄は柔らかく、そのままでは強度不足で使いにくいが、炭素(C)を加えると硬度や強度が増し、焼入れをすると一層硬度が増加する。純鉄を水焼入れしても焼きが入らず、合金を少々添加しても硬度や強度はほとんど変化しない。鉄に炭素が加わると鉄の結晶に炭素が侵入して強度を増し、そこに合金を添加すると、炭化物や析出物、固溶体の効果によりさらに強度が向上する。また、鉄に炭素が入り込むと融点・凝固点はじめ固体中の炭素固溶度が変化する。これらを図で表したのがFe-C系状態図(図1-1)である。
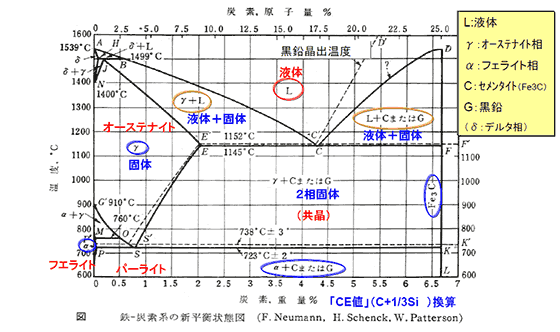
図1-1 Fe-C系状態図 (F.Neumann, H.Schenck,W.Patterson )1)
図1-1から、0.1wt%程度のC量が変化しただけでも凝固点や固相における炭素固溶度が変化する。いまS50C(0.5wt%C)の場合を考えてみよう。下段のC0.5%はwt%(mass%)だが、上段の原子量%では約2.5at%に相当し、決して少ないレベルではない。このC量の違いで炭素鋼は特性を変える。(化学屋は原子%で考えるが、材料屋は質量%で考える習慣があるので軽元素や重元素の合金系の場合はわずかな量と勘違いする。例えばFe-B,Al-Li,Cu-Beなど。)
鋼と鋳鉄は約2.0%を境に分けられるが、実際の鋳鉄の化学組成は一般的にC量が約3%以上と、さらに約2%前後のSiを含有する。Siを含有するとFe-C状態図の共晶C組成(約4.3%C)や、γ相の最大C固溶量(約2%C)、共析C組成(約0.8%C)はそれぞれCの低い方に移動する。Si量の違いによるFe―C状態図の変化を図1-2に示す。そこでSiをCと見なした炭素当量(CE値)を用いてFe-C状態図で代用することがおよそできる。
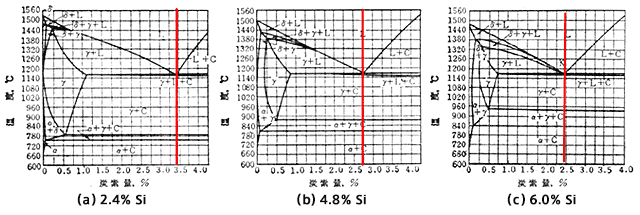
図1-2 Fe-C-Si合金の切断状態図2)
例えば、C4.0wt%の鋳鉄の場合を考えてみると、原子%では約16at%に相当するC量が鉄に溶け込んでおり、決して少ない量ではない。この過剰に溶け込んだCは凝固時に黒鉛として晶出する。 さらに凝固後のγ相はCを約2wt%(E点)含有するが、冷却に伴って共析点(S点)の約0.8%Cまで炭素の固溶度が低下するため、共析鋼と同様に基本的にはパーライト組織100%で終わる。しかしながら、基地中に既に黒鉛が分布し、シリコン(Si)が含有するために、パーライトにならず、フェライト組織になり易い。すなわち、γ相からのパーライトへの変態時に約0.8%を含むCは、すでに存在する黒鉛周辺部において容易に黒鉛とフェライト相を析出し、黒鉛が細かいほどその機会が増えるために、片状黒鉛ではD型の場合、球状黒鉛では微細な場合ほどフェライト化し易い。これを再加熱して熱処理する場合にも同様の様相を示すことになる。しかし、精確には鋼と違い加熱冷却時の組織変化は可逆的ではなく、繰り返し加熱条件では基地組織と黒鉛組織の間で隙間をつくり、体積が膨張する「成長現象」を生じ、特に片状黒鉛鋳鉄では著しい。
また析出するオーステナイト相やフェライト相はSiを多く含む(固溶する)ために変態温度や性質が鋼とは異なり、正確には「シリコオーステナイト相」、「シリコフェライト相」として区分される。 本来、フェライト相は約40%程度の伸びを示すが、Si量が増加すると硬さが増加して、伸びが低下し、約4%Siを超えると加工が著しく困難になる。 また変態温度が上昇し、パーライト化するよりもフェライト化し易くなる。
鋼の熱処理では、後述する冷却速度による組織変化を表した連続変態曲線(CCT線図)を用いて鋼種の変態を理解するが、相変態がほぼ化学成分で決まる鋼に対し、鋳鉄は、黒鉛の形状や粒数が相変態に大きく影響するため、そのままでは適用しにくい。
鋳物(JISでは鋳造品と呼ぶ)は複雑形状品や多数の製品を効率良く、低コストで作ることができるが、凝固時の成分の偏析や鋳造組織の残留と偏在、反り変形や残留応力の発生などの問題がある。これらの解消と材質や組織の改善を目的にした種々の熱処理が行なわれる。鉄系鋳物の場合、鋳鋼はほとんどの場合に熱処理をするが、鋳鉄の場合、応力除去や黒鉛化のための熱処理以外は非熱処理(鋳放し)で使用されることが多く、焼入れ・焼き戻しは限定された用途に留まる。鋳鋼と鋳鉄の一般的な熱処理を図1-3に示す。
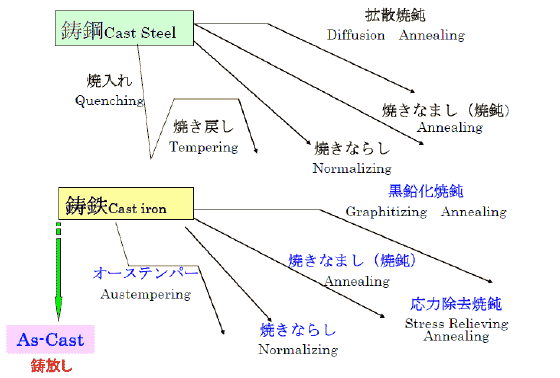
図1-3 鉄系鋳物の一般的な熱処理
ここで「焼きなまし」あるいは「焼鈍」とは熱処理炉の加熱を停止して、炉内でゆっくり冷却する「炉冷」による冷却方法であり、「フェライト相」析出による軟化が主目的になる。「焼きなまし」あるいは「焼準」とは加熱後、炉外に出して空冷する方法であり、「細かいパーライト相」析出により、鋳放し状態や現状より硬度を上げて強度を向上する硬化が主目的になり、肉厚が大きくなると、ファン空冷や水噴霧などの場合もある。「焼入れ」とは加熱後、水中または油中に入れて急速冷却する方法であり、焼入れ組織(「マルテンサイト相」)析出により、硬度の飛躍的な向上が主目的になる。そのままでは延性が無いため、再度、500~600℃に加熱して「ソルバイト相」析出による靭性回復が「焼戻し」である。「オーステンパー」とは塩浴(ソルトバス)中に焼入れして230~400℃の温度で一定時間保持する「恒温保持」により、高強度高靭性の「ベイナイト相」を析出する方法である。
引用文献
1)日本鋳物工業会編;「鋳鉄の材質 初版」コロナ社(1965)、P3
2)鋳造技術講座編集委員会編;「普通鋳鉄鋳物 4版」鋳造技術講座3 日刊工業新聞社発行(1971)、P17