誰でも分かる技術
誰でも分かる鋳物基礎講座
鋳鉄の熱処理(第8回)
8 鋳鉄の焼入れ・焼きなまし
鉄鋼は熱処理により強度特性が向上するが、鋳鉄も上記焼鈍や焼準のほか、焼入れにより硬度や強度を高めることができる。しかし、鋳鉄の場合には高硬度にするならばチル組織により鋳放し組織でも可能であり、後述するオーステンパー処理によりベイナイト組織にすれば高強度と靭性を確保できるので、焼入れによる材質改善は限定された用途に適用される。鋳鉄の焼入れは鋳物製品全体を焼入れ焼戻しする場合と、金型、ギア、継ぎ手などの表面層を硬化する目的で行なわれることが多い。
鋳鉄の焼入れ・焼戻しの熱処理パターンを図8-1に示す。焼入れは加熱温度850~900℃で肉厚に応じて温度保持してから水または油に入れて急冷することにより、組織をオーステナイト(γ)相からパーライト変態をさせずにマルテンサイト変態を起こさせて硬い組織を得る熱処理法である。 焼入れ時に焼割れを生じ易い形状品では油冷をする。
焼戻しはマルテンサイト組織が硬いだけで靭性に乏しいため、通常、500~600℃に再加熱して組織を「ソルバイト」にする熱処理である。約400℃以下の加熱温度では「トルースタイト」と呼ばれる組織になり、ソルバイトより特性が劣るので避ける。いずれも組織上は微細パーライト変態であるが、層状のパーライトに比べて微細な粒状セメンタイトとフェライトの混合組織により強度が高く、特にソルバイトはより微細な粒状組織となるため、靭性が高い。
鋼の場合には、炭素(C)量が多いほど焼入れによる硬度増加量は大きくなるが、約0.6%C以上ではほぼ同等である。(ロックウェル硬度でおよそHRC60) 鋳鉄の場合はそれ以上にC量が多いが、Si量が増加するほどオーステナイトの炭素固溶量が減少(図1-2参照)するため、マルテンサイトの硬さはやや低下する。
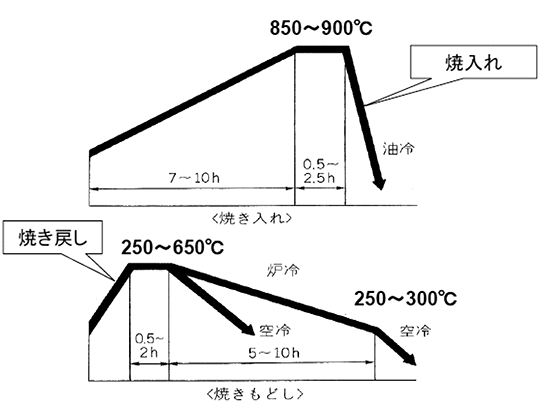
図8-1 鋳鉄の焼入れ・焼戻し熱処理パターン1)
代表的な焼入れ組織と焼戻し組織を図8-2に示す。片状黒鉛鋳鉄では通常、パーライト組織であり、変態点で直ちにオーステナイト化するが、球状黒鉛鋳鉄ではフェライト組織が多い場合、高C%のオーステナイト化のためには黒鉛からフェライト相への炭素の拡散に時間を要する(フェライト炭素量0.02%)。そのため、高周波加熱やバーナー加熱のように極端な短時間加熱では焼入れが不十分になる。
すなわち、フェライト相がオーステナイト化するには黒鉛周辺部から炭素の拡散(炭素原子が鉄中を移動)のために時間を要するので、短時間加熱ではオーステナイト化した黒鉛周辺部のみがマルテンサイト組織になり、その周囲の組織がフェライト組織のままになるので注意を要する。
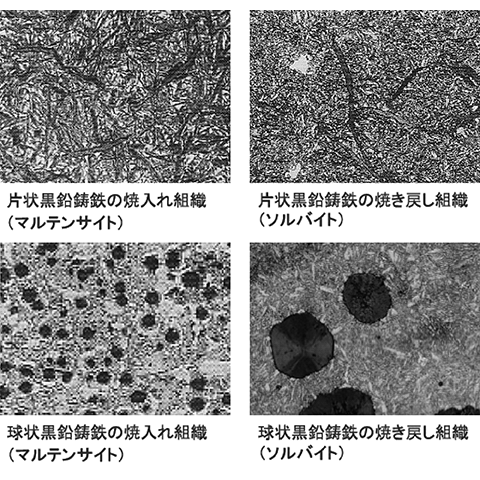
図8-2 鋳鉄の焼入れ・焼戻し組織
球状黒鉛鋳鉄の焼入れ硬さに及ぼすオーステナイト化温度の影響を図8-3に示す。球状黒鉛鋳鉄は片状黒鉛鋳鉄よりもSi量が多いため、オーステナイト化温度が高くなり、800℃程度の加熱でも十分な焼入れ硬さにはならない場合があるので注意が必要である。しかし、高温度からの焼入れの場合には残留オーステナイトが残り易くなり、硬度が十分に上がらない場合がある。
焼入れのままの強度はマルテンサイト組織のため、1000MPa以上の高強度になるが、伸びはほとんど無い脆い特性である。そこで靭性を得るためには600℃程度までの加熱(焼戻し)により組織をソルバイト組織にする必要がある。球状黒鉛鋳鉄の場合の焼戻し温度による機械的性質の変化を図8-4に示す。温度の上昇と共に、マルテンサイト組織がソルバイト組織に変化し、強度は下がるが、伸びが増加する。但し、650℃以上の温度になると鋼と異なり、鋳鉄の場合には黒鉛周辺からフェライト化が起こり始めるので、大幅に強度が低下する。製品の使用目的により、最適な強度と伸びが得られるような焼もどし温度を選定する必要がある。
鋳鉄製品の表面層の一部に焼入れをして硬度や耐摩耗性、疲労強度を上げるための部分焼入れをすることがある。金型の切り刃部分では直接バーナー加熱と水掛けによる方法や、ギアの歯切り部分などには高周波誘導加熱による焼入れが行なわれる。この場合にフェライト相がある球状黒鉛鋳鉄では上記の通り保持温度と時間に注意する必要がある。
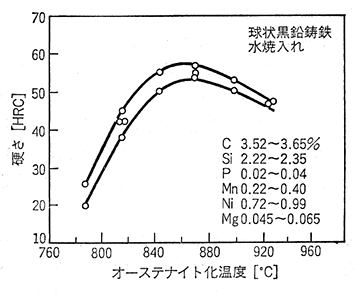
図8-3 球状黒鉛鋳鉄の焼入れ硬さに及ぼすオーステナイト化温度の影響2)
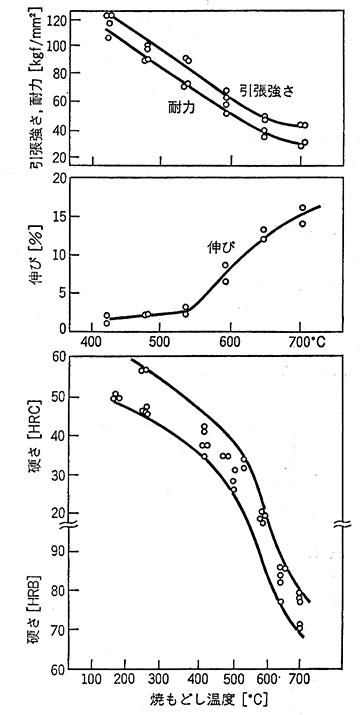
図8-4 球状黒鉛鋳鉄の焼戻し温度による機械的性質の変化2)
引用文献
1)素形材センター編;「鋳鉄の生産技術」(1999)、P108
2)日本鋳物協会編;「鋳物便覧 改訂4版」丸善(1986),P616