誰でも分かる技術
誰でも分かる鋳物基礎講座
鋳鉄の熱処理(第7回)
7 鋳鉄の焼ならし(焼準:しょうじゅん)
焼ならしはオーステナイト化温度に加熱後、熱処理炉から取り出して空冷する熱処理であり、通常は基地組織を細かいパーライト組織にするための熱処理であり、鋳鉄の場合にも硬度と強度の増加(パーライトの微細化)を目的に行なわれる。鋳鉄の焼ならしの熱処理パターンを図7-1に示す。
鋳物製品の肉厚が小さい場合には自然空冷でよいが、肉厚が大きい場合には自然空冷では内部の冷却速度が小さく、十分な強度向上が得られないので、冷却ファンを用いた強制空冷を行なう。鋳鉄の場合には製品中のMn量が少ないと厚肉部にフェライトが発生して強度が不十分になり、Mn量が多いと薄肉部にマルテンサイトが発生して焼きが入ることがあるのでMn含有量には注意が必要である。また厚肉品ではMnだけでは十分な強度が得られない場合があるので、Ni、Mo、Vなどを少量添加しておく必要があるが、多過ぎるとベイナイト組織に変態してしまう。
製品が小さい場合には熱処理炉からトレイに移し替えて空冷する時に、トレイ上に重ね合った製品をすばやく離して、空冷効果が均一になるようにしないと強度のバラツキが発生しやすい。またトレイの材質にステンレス鋼板を使用すべきではない。オーステナイトステンレス鋼(SUS304など)の熱伝導率は鋼板の1/3程度で小さく、製品のトレイ接触面の冷却効果が低下するため、スケール発生の問題はあるが炭素鋼のトレイを使用するべきである。
球状黒鉛鋳鉄の空冷温度と硬さの関係を図7-2に示す。空冷開始温度が低くなると硬度の低下があり、最低でも850℃以上の温度から焼きならしする必要があることが分かる。
焼ならし後の硬さに及ぼす肉厚と合金元素の影響を図7-3に示す。非合金やNi単独添加の場合には肉厚が大きくなると冷却が遅れ、硬さがやや低下するが、硬度の低下割合(肉厚感受性)は小さい。しかし、NiとMoを添加した場合には肉厚により大きく硬度が変化している。肉厚が小さいと著しい硬度増加を示しているのは空冷条件でもベイナイト変態を伴うためであり、焼ならしが常に微細パーライトを形成する熱処理ではない。
なお、「焼きならし」や「焼準:しょうじゅん」という言葉は「焼きなまし」や「焼鈍:しょうどん」と聞き違えることがあり、間違いやすいので、現場では焼きならしを「Normalizing」「ノルマライジング、焼きなましを「Annealing」「アニーリング」、焼き戻しを「Tempering 」「:テンパー」という英語読みをすることが多い。
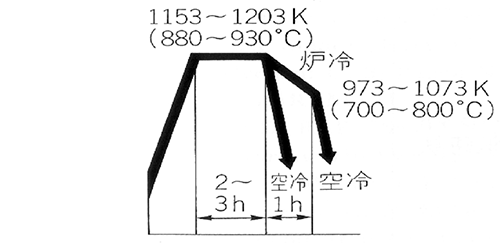
図7-1 鋳鉄の焼ならしの熱処理パターン1)
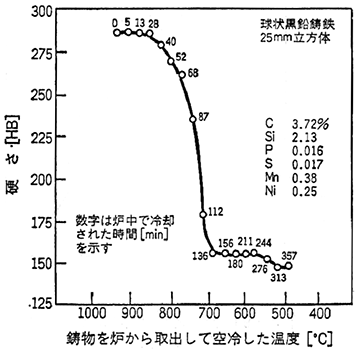
図7-2 球状黒鉛鋳鉄の空冷温度と硬さの関係 2)
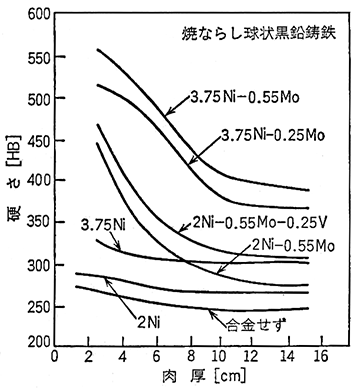
図7-3 球状黒鉛鋳鉄の焼ならし硬さに及ぼす肉厚と合金元素の影響 2)
引用文献
1)素形材センター編;「鋳鉄の生産技術」 (1999),P111
2)日本鋳物協会編;「鋳物便覧 改訂4版」 丸善(1986),P615