誰でも分かる技術
誰でも分かる鋳物基礎講座
鋳鉄の熱処理(第2回)
2 鋳鉄と鋼の熱処理の相違点
鋳鋼の熱処理プロセスは、一般的な鋼材と同様に、焼きなまし、焼ならし、焼入れ、焼戻しなどが行なわれ、それぞれの使用目的に合わせた材料特性に調整され、基本的には一般の鋼材と同様である。炭素鋼はその炭素含有量が決まれば、パーライト組織とフェライト組織の割合は一定であり、冷却速度に違いによりパーライト組織の緻密さが変わるだけである。しかしながら、鋳鋼は鋼材とは異なり、鋳造時の凝固偏析があり、組織も不均一で、結晶が粗大である。そのため、偏析や粗大組織の分解や均一化、内部応力の除去などが必要になる。たとえば、図2-1に示す鋳鋼の鋳放し組織のように、大きな初析フェライト相が互いに交錯したウイドマン・ステッテン組織や網状組織、樹枝状(デンドライト)組織のように粗大組織となり、脆くて弱い。
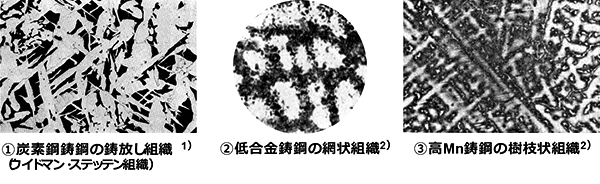
図2-1 炭素鋼鋳鋼の鋳放し組織1) 2)
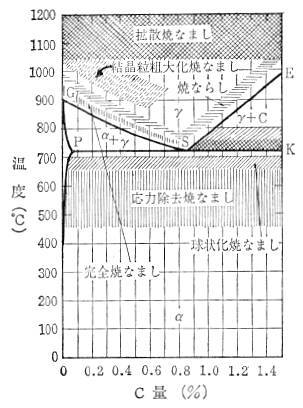
図2-2 鋼の焼きなまし温度3)
また凝固・冷却時や、押湯・余肉の溶断、溶接補修などで残留応力が過剰に残留し、場合によっては割れなどの問題が発生する。そのために鋳鋼が鋳放しのまま使用されることは稀であり、熱処理をして使用されるのが一般的である。 特に合金鋳鋼の場合には、デンドライト組織の間隙や結晶粒界に元素の凝固偏析を生じるために、本来の機械的特性が十分に発揮できない。そのため、1,050~1,250℃の高温保持で不純物や成分偏析を拡散させて均質化をはかるための拡散焼鈍が行なわれる。Fe-C系状態図と各種焼きなまし温度の関係を図2-2に示す。
図中の「γ」相(オーステナイト)領域から炉冷する完全焼きなましは、加熱温度を上げ過ぎると結晶粒の粗大化が生じるので図中のG-S-E点以上の温度で、かつ極度に過熱しない温度領域から焼きなましや焼ならしが行なわれる。鋳物内部の応力除去焼鈍(焼きなまし)は、応力が解放される約650℃前後で加熱後、炉冷(徐冷)により行なわれる。
また高マンガン鋼鋳鋼などでは鋳放し状態で多くの炭化物を析出しており、靭性が低いために、1,030~1,100℃から水冷して完全なオーステナイト組織にして高靭性化する(水靭処理)。
一方、鋳鉄は凝固時に共晶セル成長するため、鋳鋼に比べて黒鉛が均一に分散した組織が得られる。したがって、鋳放し(As Cast)で使用されることが多く、代表的な鋳鉄の組織を図2-3に示す(ただし、可鍛鋳鉄は熱処理によりセメンタイトを黒鉛化する)。
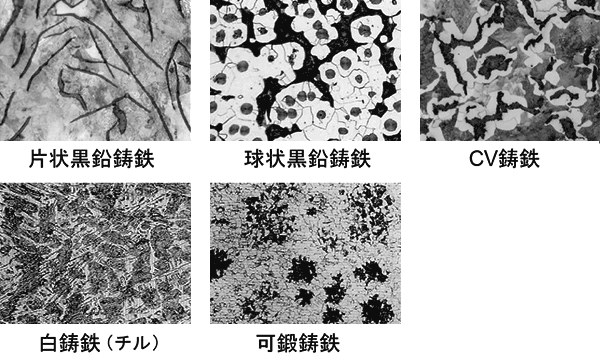
図2-3 代表的な鋳鉄組織
鋳鉄の一般的な鋳放し組織は、ねずみ鋳鉄(片状黒鉛鋳鉄)ではパーライト組織、球状黒鉛鋳鉄(ダクタイル鋳鉄)では黒鉛周辺がフェライトでその周囲がパーライト組織のいわゆる雄牛の目のような「ブルスアイ」組織、それらの中間的黒鉛組織であるCV(コンパクト・バミュキュラー鋳鉄)ではフェライトが多い組織にそれぞれなっている。
鋳鉄が鋼と異なる最大の相違点は、冷却過程において炭素含有量が同じでも、パーライト組織とフェライト組織の割合が変化することである。鋼の場合はオーステナイト相からのパーライト組織とフェライト組織の析出は炭素量でその割合が決まる(図2-4、図2-5参照)。例えば0.4%Cの場合には約0.8%Cの共析鋼の約50%に相当するので、パーライト組織とフェライト組織がそれぞれ50%づつ混在することになる。
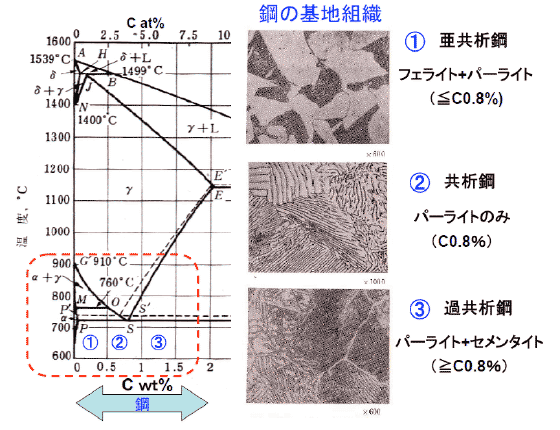
図2-4 鋼の共析変態点付近の状態図(約0.8%が共析組成)
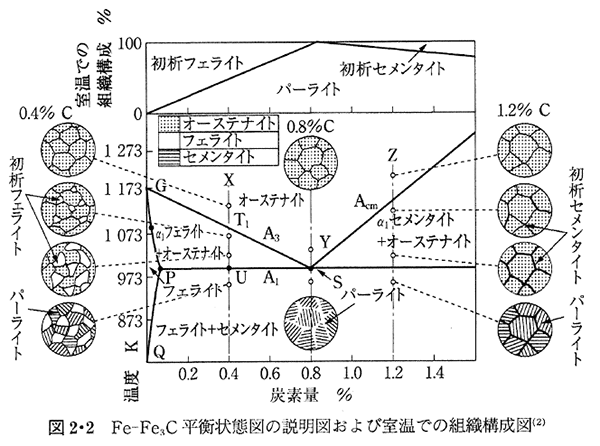
図2-5 鋼の炭素量とパーライト/フェライト量の割合の関係4)
ところが鋳鉄の場合には成分や冷却速度に加えて、黒鉛形状によって黒鉛周辺部はパーライトにならず、黒鉛+フェライトの変態が起こり、特に黒鉛が微細な場合には比表面積が増大するため、フェライト化を促進してその割合が増加する。その場合にシリコン(Si)の存在はフェライト化を一層促進し、MnやCuなどを添加すると、パーライト化が促進される。
また鋳鉄鋳物はJIS規格にも成分規格はなく、強度規格保証であるため、肉厚と形状、枠内込め数、サンドメタル比などや、溶湯性状、バラシ時間など鋳造設備条件を考慮して化学成分を決定し、メーカーが強度を作り込む製品である。したがって目標の材質に対して最適な化学組成を選定すれば通常、鋳放しのままで狙いの特性値にすることができる。そのため鋳鉄鋳物の熱処理は多くの場合、鋳造後の残留応力除去や組織改良、表面改質などを目的にして行なわれるほか、鋳放しで特性が不十分な場合(例えばチル消しや硬度不足など)の救済処置として熱処理を実施するケースが少なくない。
現在、頻繁に多用される鋳鉄の熱処理は応力除去焼鈍である。特に高精度で使用される工作機械や印刷機械などの複雑形状の鋳物において、肉厚変動による収縮の時間差や鋳型抵抗により発生する残留応力を除去することが使用上の必須条件である。そのため、600℃前後での加熱と徐冷による応力除去焼鈍が適用されることが多い。生型で生産する小物量産品の場合には、特殊材質の場合を除くと、熱処理せずに鋳放し(As Cast)で使用されることが多い。
また黒鉛を出さずに炭化物を晶出させたチル組織(レデブライト組織)はチルドロールやチルカムシャフトなどのように、そのまま使われる場合と、可鍛鋳鉄やダクタイル鋳鉄管にように黒鉛化熱処理をする場合がある。可鍛鋳鉄(マレアブル鋳鉄)は高温長時間により、チル組織を黒鉛化させる場合と、脱炭を利用する場合があるが、いずれも熱処理が大きな役割を果たしている。現在では可鍛鋳鉄は球状黒鉛鋳鉄(ダクタイル鋳鉄)の普及により、限定された製品に適用される。ダクタイル鋳鉄管は金型を用いた遠心鋳造のために黒鉛化焼鈍で特性を改善している。
鋳鉄鋳物の場合にも鋳鋼のような一般的な熱処理をすることで特性を改善する場合や、後述する恒温変態処理(オーステンパー処理)などの特殊熱処理が行なわれる場合もあるが、鋳鉄の魅力である低価格でニアネットシェイプ(完成品に近い形状)の商品位置づけが強く、積極的に熱処理コストを負荷した付加価値商品は限られているが、被削性向上、熱処理技術の面で改善され、軽量化・高靭性の面で今後、再検討されることを期待したい。
鋳鉄に適用される熱処理による基地組織の変化を図2-6に示す。
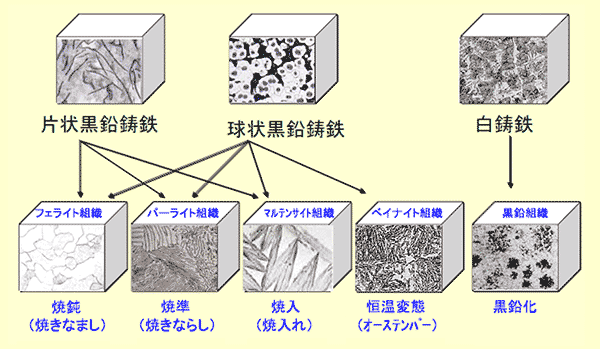
図2-6 熱処理による鋳鉄の基地組織の変化
引用文献
1)鋳造技術講座編集委員会編;「鋼鋳物 3版」 鋳造技術講座2 日刊工業新聞社発行 (1970),p158
2)日本鉄鋼協会編;「鋼鋳物・鋳鉄鋳物 初版」地人書館発行(1979),p59
3)日本鉄鋼協会編;「鋼鋳物・鋳鉄鋳物 初版」地人書館発行(1979),p60
4)日本機械学会編;「機械工学便覧 デザイン編β2 材料学・工業材料」(2006),p37