誰でも分かる技術
誰でも分かる鋳物基礎講座
鋳鉄の熱処理(第6回)
ものつくり大学 製造学科 鈴木 克美
6 鋳鉄の応力除去焼きなまし(焼鈍)
鋳物が凝固・冷却過程で生じる残留応力は、鋳型による拘束と材料自体の収縮により発生する。しかし、凝固直後から600℃程度までの比較的鋳物が軟らかい高温領域では、鋳物自体の変形により緩和されるが、温度低下と共に鋳物自体の強度が増加する500℃近くになると、鋳型に負けずに内部応力が最大になり、残留応力が発生する。
その後の冷却が遅い場合や、常温で1,2年放置する(枯らし:Seasning)ことで残留応力は解消されるものの、完全に除去されることはできない。そこで再度、加熱して約600℃前後の温度からゆっくり冷却させて残留応力を取り除く熱処理が応力除去焼鈍である。図6-1に代表的熱処理パターン、表6-1に各種球状黒鉛鋳鉄の応力除去焼なまし温度を示す。ねずみ鋳鉄鋳物(FC)より球状黒鉛鋳鉄(FCD)の方が高めの温度にする。それは高強度の鋳鉄は降伏強度が高いため、応力開放に必要な温度が高いためである。図6-2は球状黒鉛鋳鉄の高温度における降伏点の減少事例を示す。また鋳鉄の応力除去焼鈍時間と応力除去率の関係を図6-3に示す。
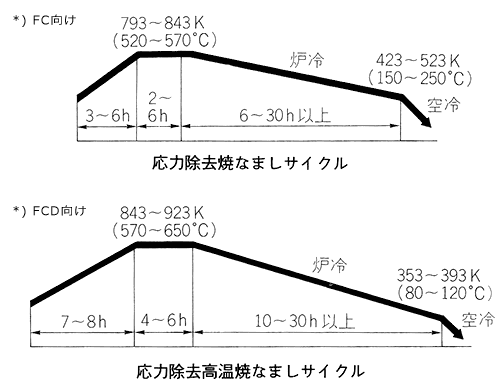
図6-1 鋳鉄の応力除去焼きなまし(歪み取り焼鈍)の熱処理パターン1)
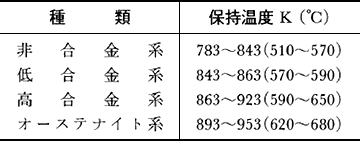
表6-1 各種球状黒鉛鋳鉄の応力除去焼なまし温度1)
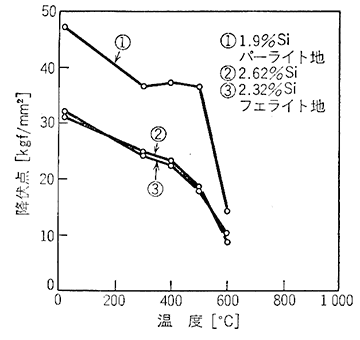
図6-2 球状黒鉛鋳鉄の高温降伏点2)
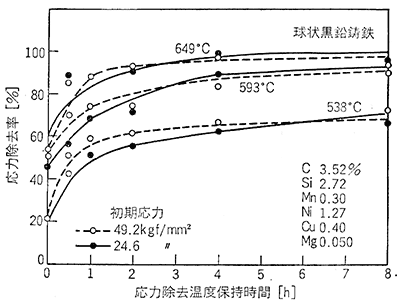
図6-3 球状黒鉛鋳鉄の応力除去焼鈍時間と応力除去率2)
応力除去焼鈍は単に温度に上げるだけでなく、その後の冷却が大切である。内部応力は鋳物自体の強度が下がる600℃前後で開放されるが、その後の冷却が早過ぎると、肉厚差による冷却速度の相違が再度、内部応力を発生させる。この現象は溶接時の歪みや変形に似ており、常温までの冷却速度をゆっくりする必要がある。
引用文献
1)素形材センター編;「鋳鉄の生産技術」 (1999)、P110
2)日本鋳物協会編;「鋳物便覧 改訂4版」 丸善(1986)、P612